pharmaceutical packaging equipment
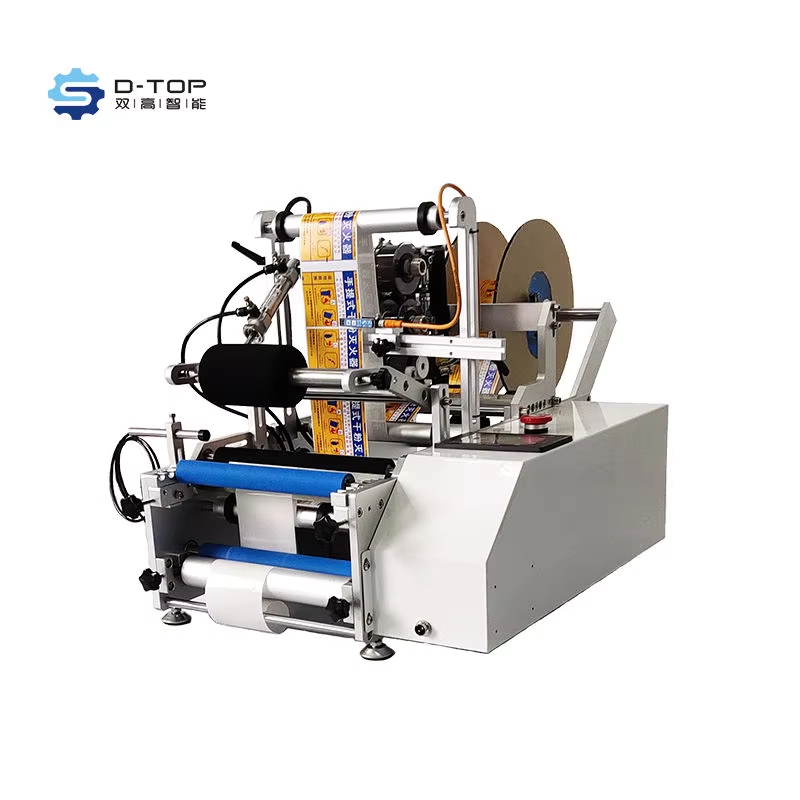
Pharmaceutical packaging equipment represents a crucial component in the modern pharmaceutical manufacturing process, encompassing a comprehensive range of automated machinery designed to ensure safe, accurate, and efficient packaging of medical products. These sophisticated systems handle various tasks from primary packaging, such as filling bottles and blister packs, to secondary packaging operations including labeling and cartoning. The equipment utilizes advanced technology to maintain strict quality control standards, incorporating features like precision weighing systems, automated inspection cameras, and contamination prevention mechanisms. Modern pharmaceutical packaging equipment often includes integrated clean room compatibility, ensuring compliance with GMP standards and regulatory requirements. The systems are designed with versatile capabilities to handle different pharmaceutical forms including tablets, capsules, liquids, and powders. Key technological features include servo-driven mechanisms for precise movement control, automated reject systems for quality assurance, and human-machine interfaces (HMI) for easy operation and monitoring. The equipment's applications extend across various pharmaceutical operations, from small-scale laboratory production to high-volume manufacturing facilities, offering scalable solutions for different production needs.